
The term Smart Factory describes an environment where machinery and equipment are able to improve processes through automation and self-optimization. The benefits extend beyond just the physical production of goods to functions like planning, supply chain logistics, and even product development.
Drawing on the earlier technologies raised in this series of stories (see: EnviroTREC News), the Smart Factory is an amalgamation of those technologies. Smart Factories make extensive use of Internet of Things (IoT) sensors and devices that connect machines and enable visibility into their condition and factory processes. Increasingly sophisticated analytics and applications based on AI and machine learning handle many of the routine tasks, which enables people to focus on handling exceptions and making higher-level decisions. Robots are expected to populate smart factories for routine work, working alongside people.[i] The following figure and explanations are provided to describe the 5C Architecture of a Smart Factory.
Figure 1: Applications and Techniques Associated with the 5C Architecture in a Smart Factory
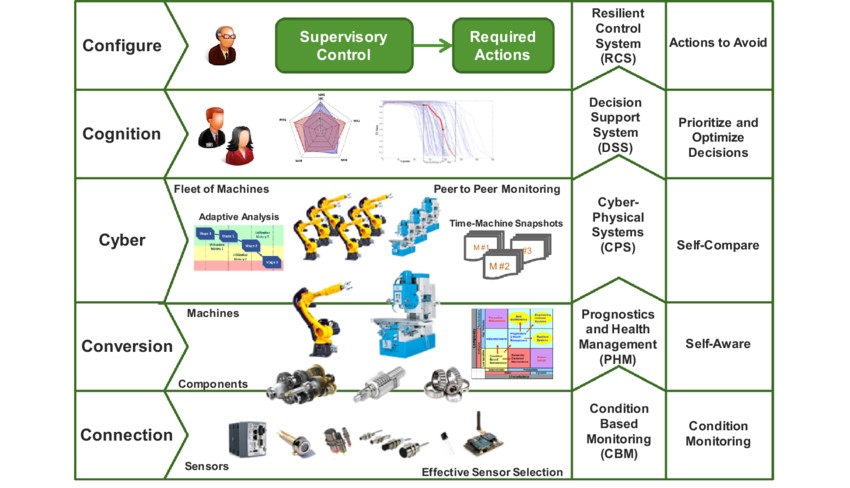
Source: Semantics Scholar
Starting with the bottom of the preceding figure:
At Level 1 — Connection requires acquiring accurate and reliable data from machines and their components. Data sources can be from IoT-based machine controllers, add-on sensors, quality inspections, maintenance logs, and enterprise management systems such as Enterprise Resource Planning, Manufacturing Execution System and Coordinate Measuring Machines. A seamless and tether-free method for data management and communication, proper selection of sensors, and data streaming are important considerations at this level. At this level, a condition-based monitoring system is normally used to monitor machine status.
At Level 2 — the Conversion level is the local machine intelligence, where data is processed and converted to meaningful information, such as machine degradation information. Signal processing, feature extraction, and commonly used prognostics and health management (PHM) algorithms — such as self-organizing maps, logistics regression, support vector machines, etc. — and predictive analytics are integrated into this level. The outputs of this level include but are not limited to machine health-related features, health value, and operation regime flags. The goal for this level is to enable self-awareness for the component and machine level.
At Level 3 — The Cyber level is where all information confluences and is processed. Peer-to-peer comparisons, information sharing, collaborative modelling, and time machine records of machine utilization and health condition history are analyzed. These analytics provide machines with a self-comparison ability, where the performance of a single machine can be compared with and rated among the fleet and similarities between machine performance and previous assets (historical information) can be measured to predict the future behaviour of the machinery. Historical data can also be used to correlate the interfacial effects of multiple features. At this level, a cyber-physical system approach is normally used to assess machine health in different cycles or regimes and further compare it with its peers.
For Level 4 – the Cognition level generates a thorough knowledge of the system monitored and provides reasoning information to correlate the effect of different components within the system. Proper organization and presentation of the knowledge acquired for expert users will support proper decisions. Infographic APPs can be used to integrate with machine and user-friendly mobile devices such as smartphones.
At the top and final Level 5 – the Configuration level provides the feedback from cyberspace to physical space, where actions are taken as either human-in-the-loop or a supervisory control to make machines self-configure and be self-adaptive as well as self-maintained. This stage acts as a resilience control system to apply corrective and preventive decisions that were made in the cognition level. ii
One author provides the following figure to compare today’s factories and the Industry 4.0-based Smart Factories.
Figure 2: A Comparison between today’s factories and Industry 4.0-based Smart Factories
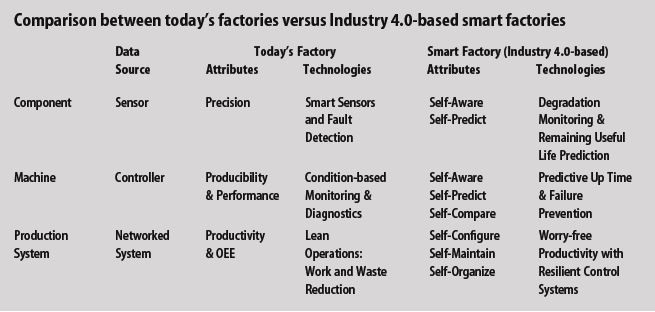
Source: Research Gate
Three data sources are compared in the preceding figure between today’s factories and the Industry 4.0-based Smart Factories. Sensors, Controllers and Networked systems have different functions in these two differently styled factories. Key differences noted are the use of “Self” in the Attributes of Smart Factories meaning that there is less operator intervention required. The use of predictive tools as well as resilience in Industry 4.0 technologies reduces the management oversight (i.e. human supervisory) requirements.
EnviroTREC’s role in Smart Factory deployments
Our role in Smart Factory projects is to support local development particularly as focused on the aerospace industry. EnviroTREC is also a member of the Manitoba Aerospace Research and Technology Committee, the Manitoba HPC consortium and other industry round-tables.
Activities in Manitoba Related to Smart Factory projects
- Red River College, Smart Factory
For Further Reading:
- What is a Smart Factory and its Role in Manufacturing?
- What Is the Smart Factory and Its Impact on Manufacturing?
- Implementing Smart Factory of Industrie 4.0: An Outlook; https://doi.org/10.1155%2F2016%2F3159805
- The Smart Factory: Exploring Adaptive and Flexible Manufacturing Solutions; https://doi.org/10.1016/j.proeng.2014.03.108
[i]. Ottomotors, (June 13, 2018) What Is the Smart Factory and Its Impact on Manufacturing? Retrieved from https://ottomotors.com/blog/what-is-the-smart-factory-manufacturing
ii. Lee, J, (May 9, 2015). Smart Factory Systems, AKTUELLES SCHLAGWORT* / SMART FACTORY SYSTEMS, Retrieved from https://www.researchgate.net/publication/276145281_Smart_Factory_Systems